| 详细参数 | |||
|---|---|---|---|
| 品牌 | 其他 | 型号 | QC-800 |
| 类型 | 扁丝拉丝机 | 样式 | 卧式 |
| 适用原料 | 金属板材 | 最大挤出量 | 25 |
| 外形尺寸 | 其他 | 螺杆直径 | 其他 |
| 螺杆长径比 | 其他 | 螺杆转速 | 其他 |
| 膜头宽度 | 其他 | 烘板数量 | 其他 |
| 挤出机电机功率 | 11KW | 挤出机加热功率 | 20KW |
| 产地 | 其他 | 最大生产速度 | 200 |
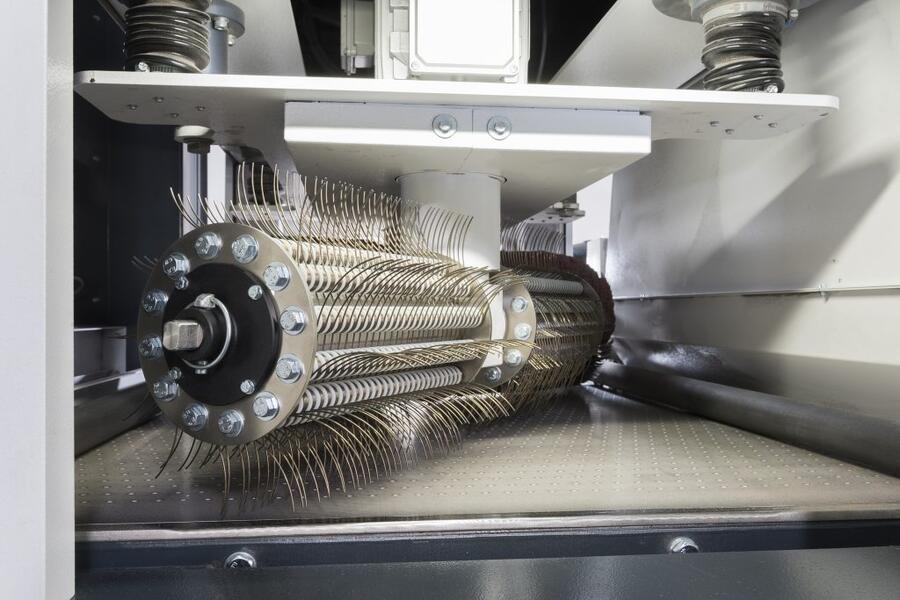
| 产品别名 | 拉丝机去毛刺机研磨机 | 产品用途 | 去毛刺 |
| 重量 | 3.5T | ||
1、工件内孔去除毛刺精密研磨
2、去除氧化薄膜工作
3、油迹成品表面抛光处理
4、锈蚀去除处理
5、烧结发黑痕迹处理
6、金饰业打磨洗净工作
7、细小夹缝去除毛刺
1、精密冲压零件
2、不锈钢零件,螺丝。
3、镁铝压铸零件
4、锌铝压铸零件
5、精密弹簧,弹片零件
6、电子,计算机,通信零件
7、医疗器械,汽车、航空航天精密零件
去除坯子上毛刺有两个作用:提高坯子轧制的质量;减少对传送辊、轧辊的伤害。板坯在连铸机成形后,按定尺切割,再由传动辊道传送到去毛束机。
进入去毛刺村的切割程睁。去毛刺机初始状态去毛刺机柱塞横梁在最低位,刀片被收回,刀片的上边缘位于韩道上边缘的下面。当坯子被输送到光栅LB1时,坯子行走速度由传送速度Vt降到去除毛刺速度Ve,以Ve速度运行到光栅LB3,坯子传送停止。刀片和柱塞横梁同时上升,刀片压在坯子的下表面,坯子以速度Ve向右运动,完成去除毛朝动作;当坯子运行到光栅LB2时刀片和柱塞横梁同时下降,坯子传送停止,同时柱塞横梁翻转90°完成清洁程序。然后坯子以传送速度Vt向左运动,进入去除坯子尾部毛刺的程序,去除尾部毛刺过程同上。
操作方法
调试:开启机器后,将工件由少倒多放入抛光桶,工件的多少和重量和工件的体型有及到的关系,所以工件慢慢放入到增加,倒工件旋转减慢,但是不可以工件不动,当工件不动旋转时,抛光出来的产品液将不均匀,抛光时间也会随之不必要的加长。
抛光前,一定要将工件的表面油垢清理,抛光液是无法去除大量的油垢的,否则工件,抛光针,水,抛光桶将可能发黑,而且因为打滑影响去毛刺效果。清理抛光针、抛光桶时必须要使用清洗液并凉干。