| 详细参数 | |||
|---|---|---|---|
| 品牌 | 东巨 | 型号 | 1A1 |
| 类型 | 高速砂轮 | 外形 | 平行砂轮 |
| 材质 | 金刚石 | 工艺 | 电镀 |
| 最大工作线速度 | 35 | 工艺 | 电镀 |
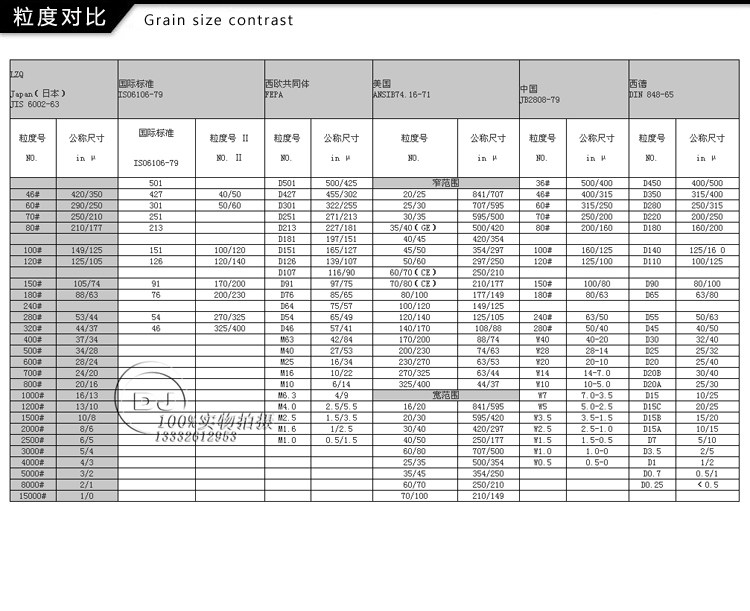
| 粒度 | 40, | 圆度 | 0.1 |
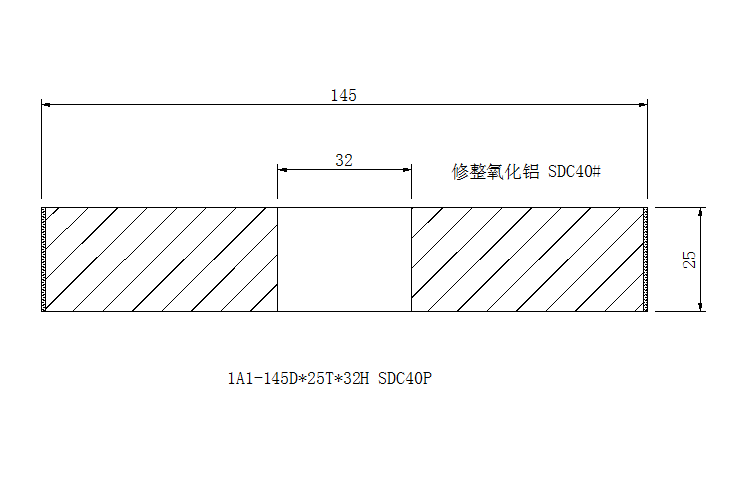
| 圆柱度 | 0.1 | 规格尺寸 | 145D*25T*32HSDC40P |
| 重量 | 2.5KG | 适用范围 | 其他 |
| 产地 | 东莞 | ||

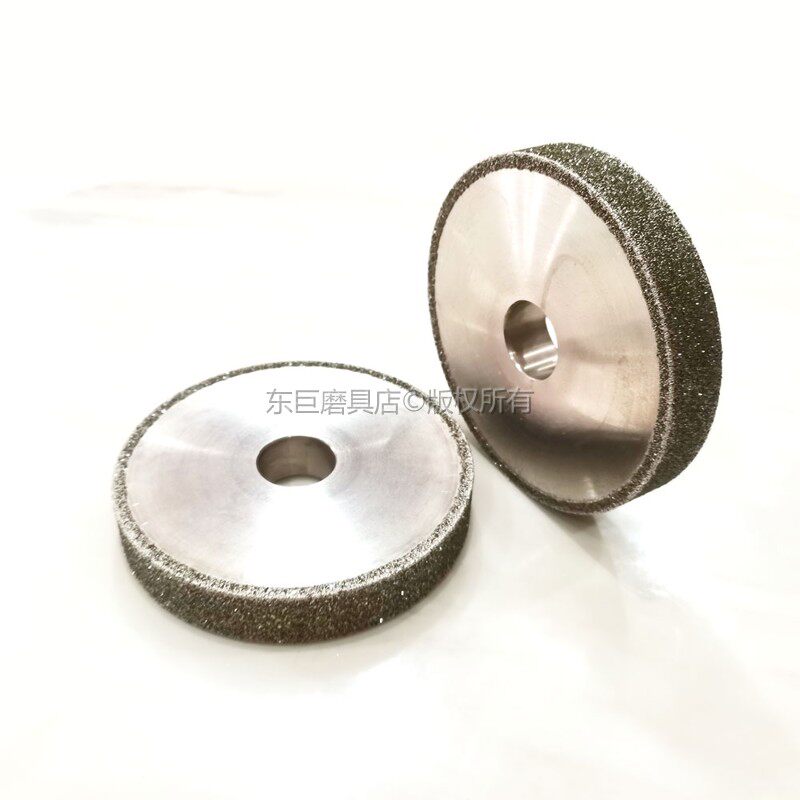
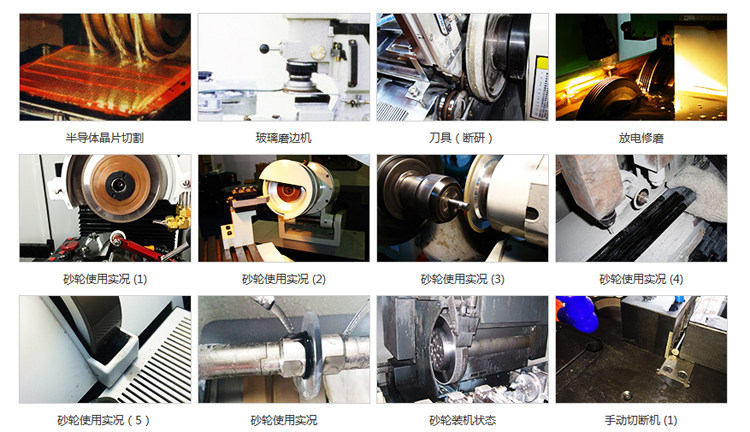
东莞定制成型金刚轮 打磨Al2O3 开粗大进刀锋利耐磨



电镀砂轮的成型工艺简单,生产成本低。电镀SDC砂轮虽然只有一层镀层,且不能修整,在加工过程中,较难知道,何时磨层受损,但适用于小批量的机械加工和几何图形复杂成型磨加工用和作为修整滚轮用。电镀金刚石滚轮已成功地应用于修整成形磨削用的普通砂轮或者直接对工件进行成型磨削,并广泛地用于加工曲轴、轴承、液压阀件等。
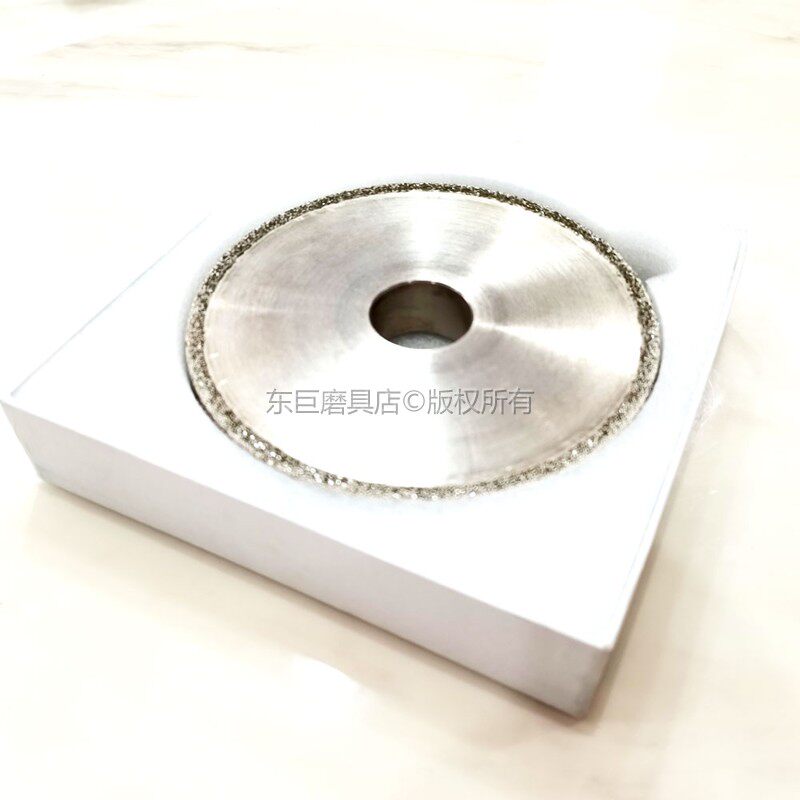
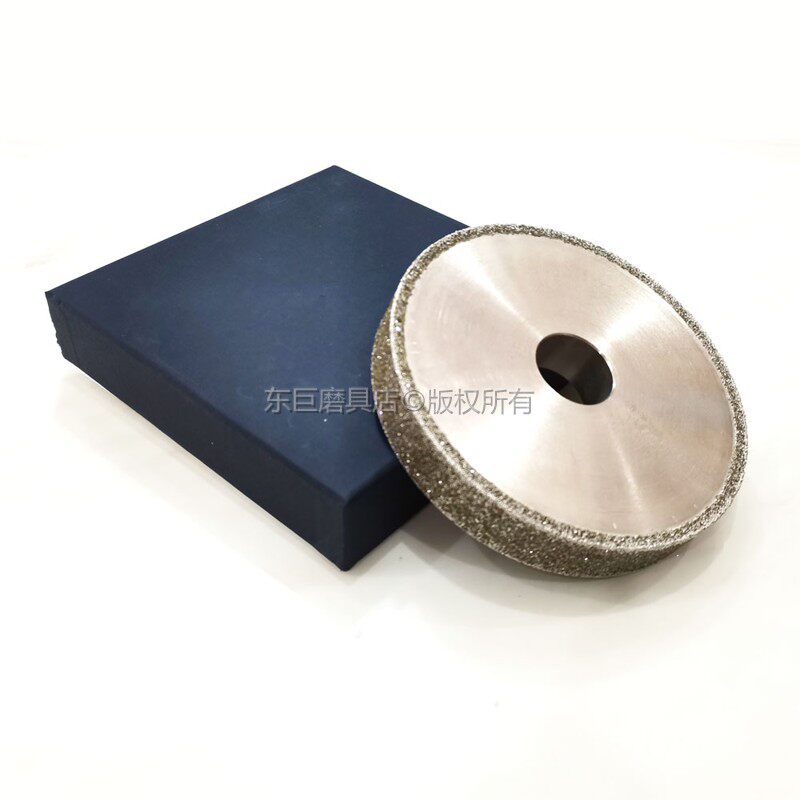
产品名称:成型金刚轮
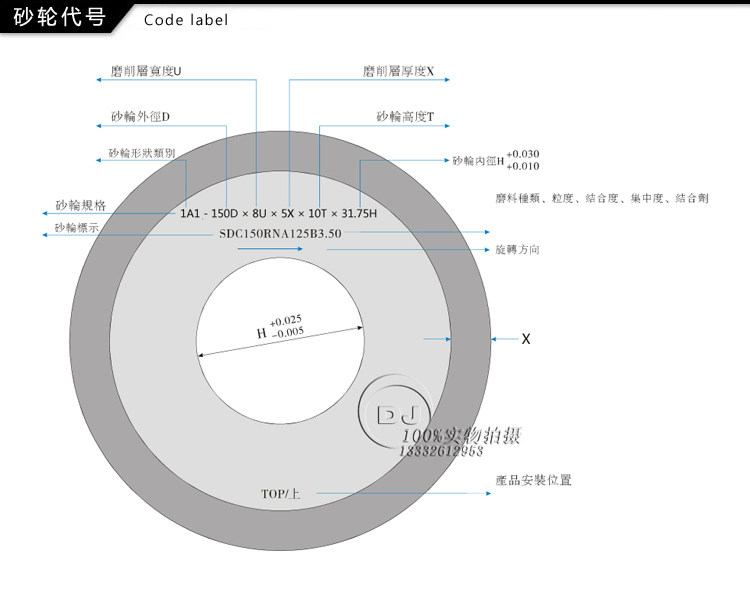
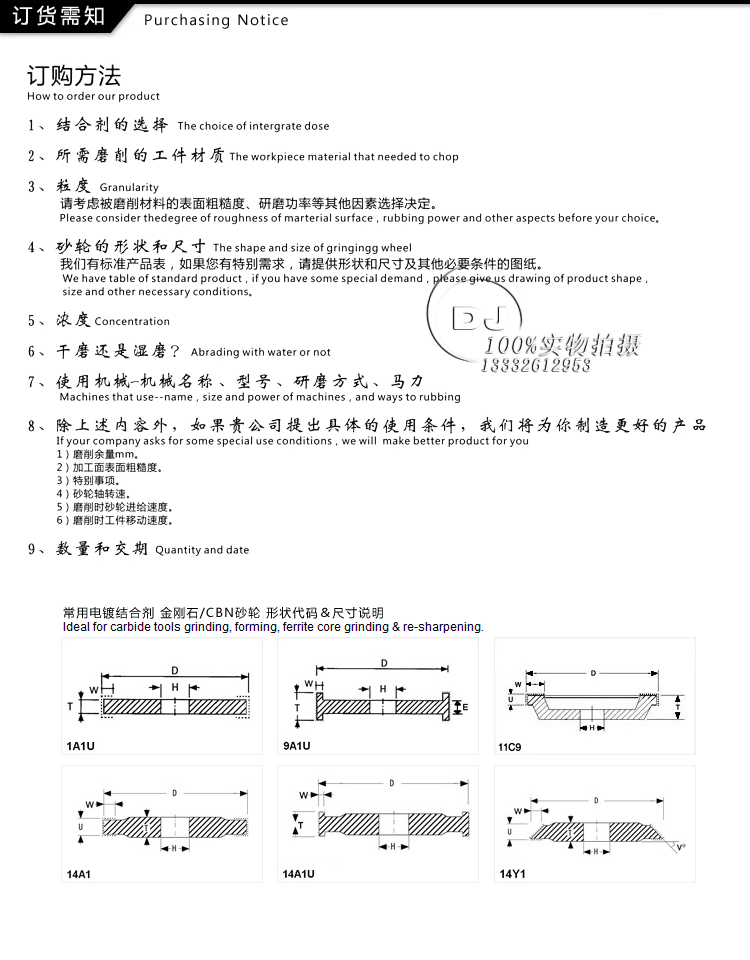
形状:1A1U平行
外径D:145MM
厚度T:25MM
孔径H:32MM
包边宽度:3MM
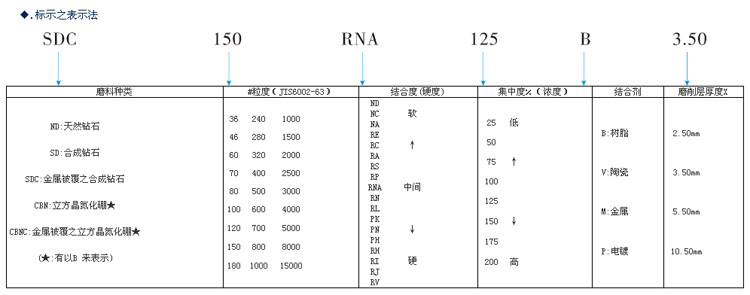
磨料:金刚石
结合剂:电镀
电镀区域:外圆,见图纸
粒度:粗砂40目(其余粒度可订制)
尺寸:145D*25T*32H SDC40P
用途:用于修整成形磨削用的普通砂轮
产地:东莞
交期:7-10天
把白刚玉砂轮放到普通外圈磨床的顶尖之间,用电镀砂轮进行修磨,其修整效率很高,修复后的砂轮磨削性能良好。
东巨修整的电镀成型金刚轮如图所示,采用粒度为40号五型人造金刚石和外镀法制造,用于粗磨刚玉砂轮中部宽25mm,深为1.8mm的凹槽。砂轮的主要工作面是外圆。
东巨修整的方法及工艺要求是:把被修整的刚玉砂轮用心轴固定,然后装到外圆磨床的改装头架中间,用硬度为J-L,粒度为60号的白色氧化铝砂轮,以切人磨方式,每次径向进给0.02-0.03mm,磨削2-3次,再纵向往复磨削一次,如此循环交替地进行修整,直到把刚玉砂轮露出新的磨料或除去到预定尺寸为止。整个修整进给操作过程,都是通过湿磨手动完成的,修整砂轮的速度大于15m/s,被修整砂轮的转速小于50r/min为宜。