详细信息查看 http://www.0731-cs.com/AmpouleFillingMachine/show_63.html
一、 概 述
本机是针剂安瓿拉丝机的升级换代产品。在保证产品质量的前提下,本机比单针拉丝机提高产量三倍。
安瓿瓶灌装封口机在设计上采用了移动齿板上进快、下回慢的矩型输瓶方式,使移动齿板一次送瓶的距离加长,并使瓶停留在固定齿板上的时间充裕,从而提高了整机的工作效率;在送瓶斗下,装有离合装置,可以在不停机的情况下停止瓶斗内安瓿的输送,便于操作;在拉丝上,采用钢丝绳控制机械手,简化了结构;在出瓶口,采用了独特的翻瓶结构,理顺了机构运动方向与出瓶运动方向的一致性,缩短了机器长度和工人操作所需空间,有利于使用单位的布局和场地利用。
 二、技 术 参 数
二、技 术 参 数
1、安瓿规格:----1ml、2ml
2、产 量:----150支/分以上
3、封口燃气:----a、煤气+氧气 -----b、液化气+氧气
4、燃气压力:----P煤气0.9~1Kpa ----Pr氧气0.08~0.1Mpa
5、电动机:----型号:JW7124 ----功率:0.55KW
6、整机外型尺寸:L×W×H 1480×1000×1400mm
7、整机重:----200Kg
(1) 每次开车前用手轮转动机器,察看转动是否有异常现象,确定正确后方可开车。
(2) 调整机器时,工具使用适当,严禁用过大的工具或用力过猛拆卸零件,避免损坏机件或影响机器性能。
(3) 每当机器进行调整后,一定要将松过的螺钉紧固,再用手轮察看各工位动作是否协调,方可开车。
(4) 燃气头应经常从火头大小来判断是否良好,因为燃气头之小孔使用一定时间后,容易被积炭堵塞或小孔变形而影响火力。
(5) 机器必须保持清洁,严禁机器上有污垢、药液或玻璃碎屑,以免造成机器损蚀,故必须注意如下:
① 机器在生产过程中,及时清除药液或玻璃碎屑。
② 交班前将机器各部清洁一次,机器表面运动部位进行润滑。
③ 每周应大擦洗一次,特别是将平常使用中不容易清洁到的地方擦净,或用压缩空气吹净,对机器传动部位进行润滑。
④ 应经常检查机器气源接口是否松动,皮管是否有破损,松动应紧固,破损皮管更换。
四、产品细节
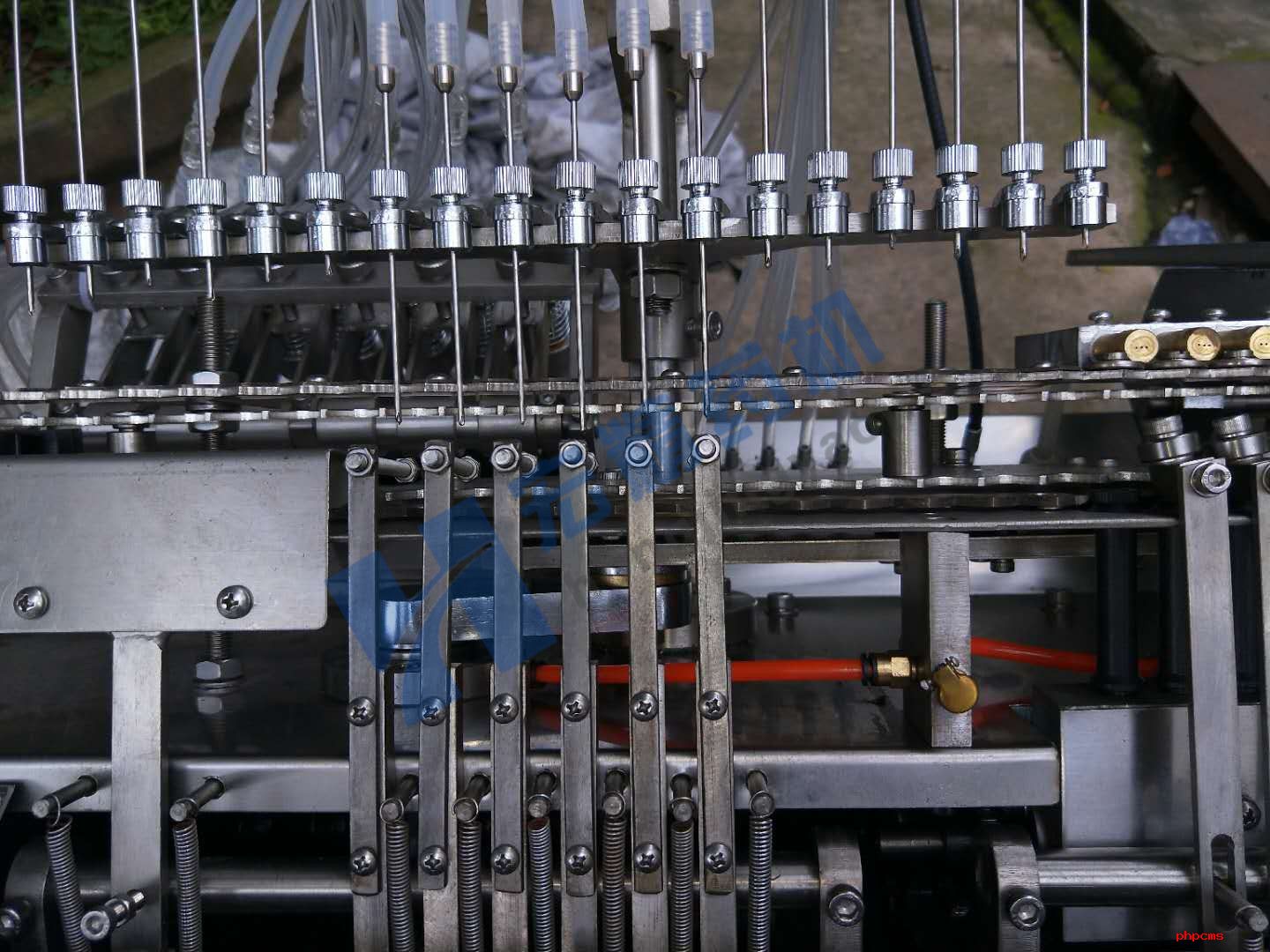
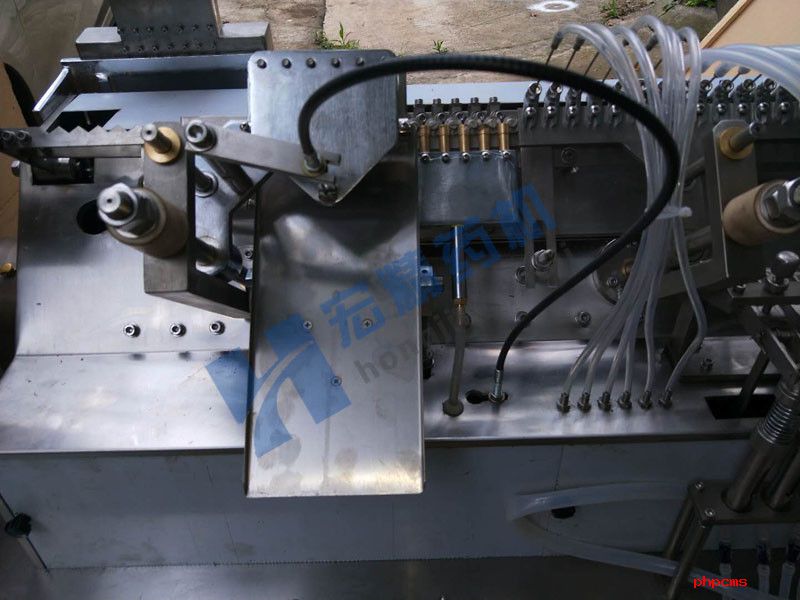
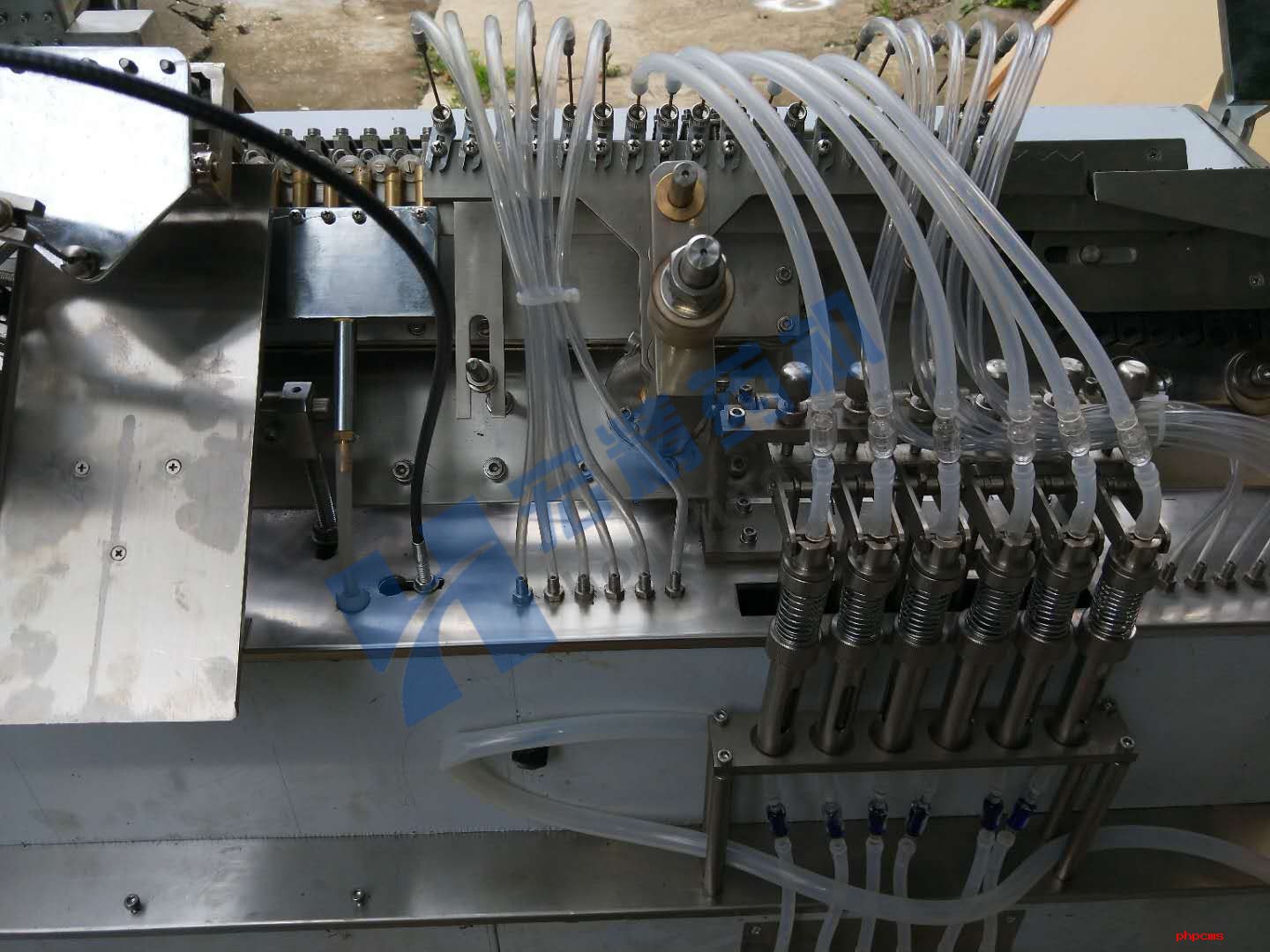
导液管及倒液针管
通过导液管输送药液,并由倒液针管将药液导入安瓿瓶。

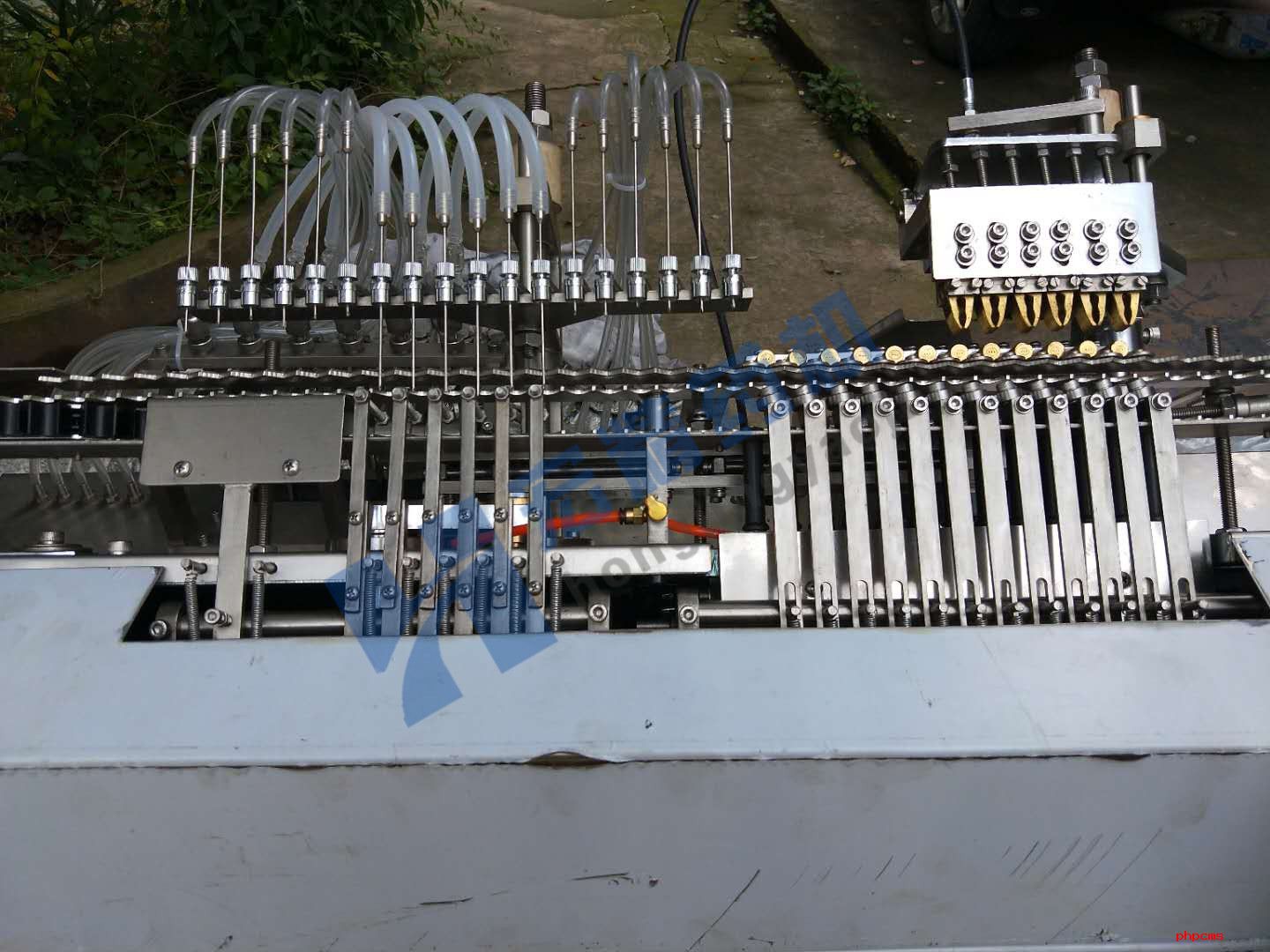
火头及拉丝钳
机器设有两组火头,一组为预热火头,一组为拉丝火头,两次热化后,拉丝钳迅速下降到最低位置融化安瓿瓶颈夹住,并上升完成拉丝,
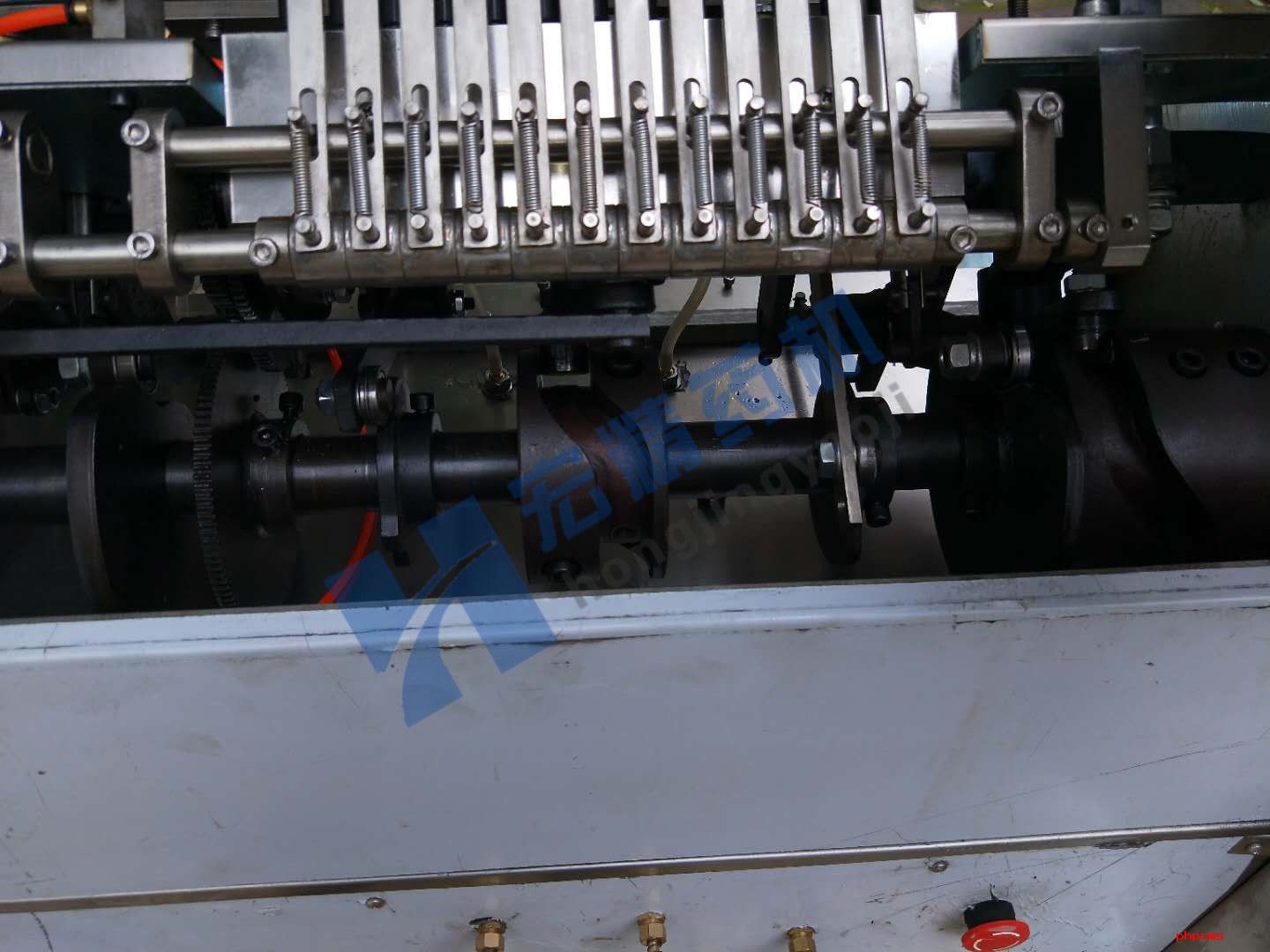
传动齿板
传送安瓿瓶,当安瓿规格互换时,需将上齿板略微调节,否则或影响安瓿瓶的传送。
 三、各部件的操作及调整
三、各部件的操作及调整
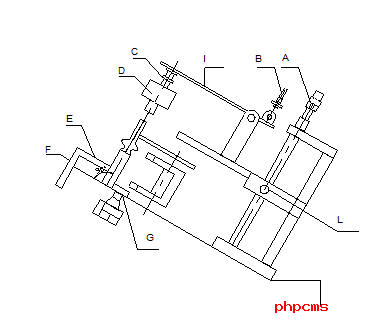
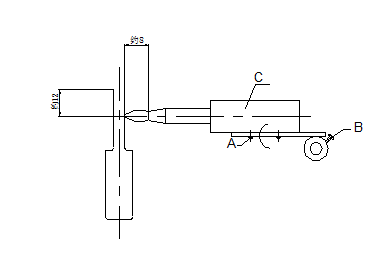
(1)进瓶部分(见图一)
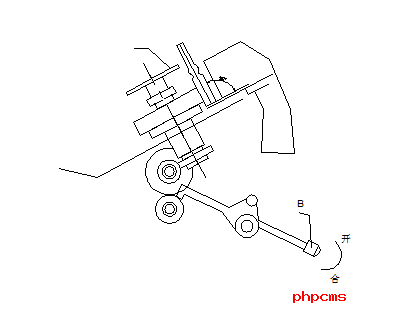
① 挡瓶板的调整
开车前,高速输送链的挡板(A)使安瓿落在输送链槽块中并与底板垂直,以保证安瓿输送平衡,避免产生夹瓶现象。
② 离合器的使用
每当安瓿用完需加瓶时,在不停机情况下可打开离合器手柄B,使输送链停止送瓶,而拉丝工位上的安瓿又能顺利工作完毕。
(2) 燃气头的调节
本拉丝机所用燃气为煤气加氧气,或液化气加氧气两种,使用时 对气体进行压力控制。煤气和液化气的气压控制在0.9~1Kpa氧气压力控制 在0.08~0.1Mpa,在封口时只须将煤气和氧气按一定比例混合就能对安瓿进行加热。
拉丝封口是否光滑严密,与火焰大小、燃气位置高低及安瓿转动是否均匀有关,因此从以下几个方面进行调整:
① 煤气火头和氧气火焰大小调节:
燃气火头开关接在面板上,先开煤气开关、然后点火后再开氧气,(切不可先开氧气开关)煤气和氧气的调节阀将贮气罐中的煤气和氧气分别送至火头,并控制其大小,通过混合产生火焰。一般兰白色火焰为最好,绿色或红色火焰表示温度降低,则可以提高氧气的比例来改善:
在燃气点火时,应先开燃气总开关,在熄火时先关燃气总开关,以确保安全。
② 燃气头位置高低的调节(见图二)
调节螺钉A,使火头架C上的火焰与安瓿口约12mm,调整调节螺钉
B,使火点的火焰距离安瓿口8mm,然后根据安瓿预热来调节火焰大小。
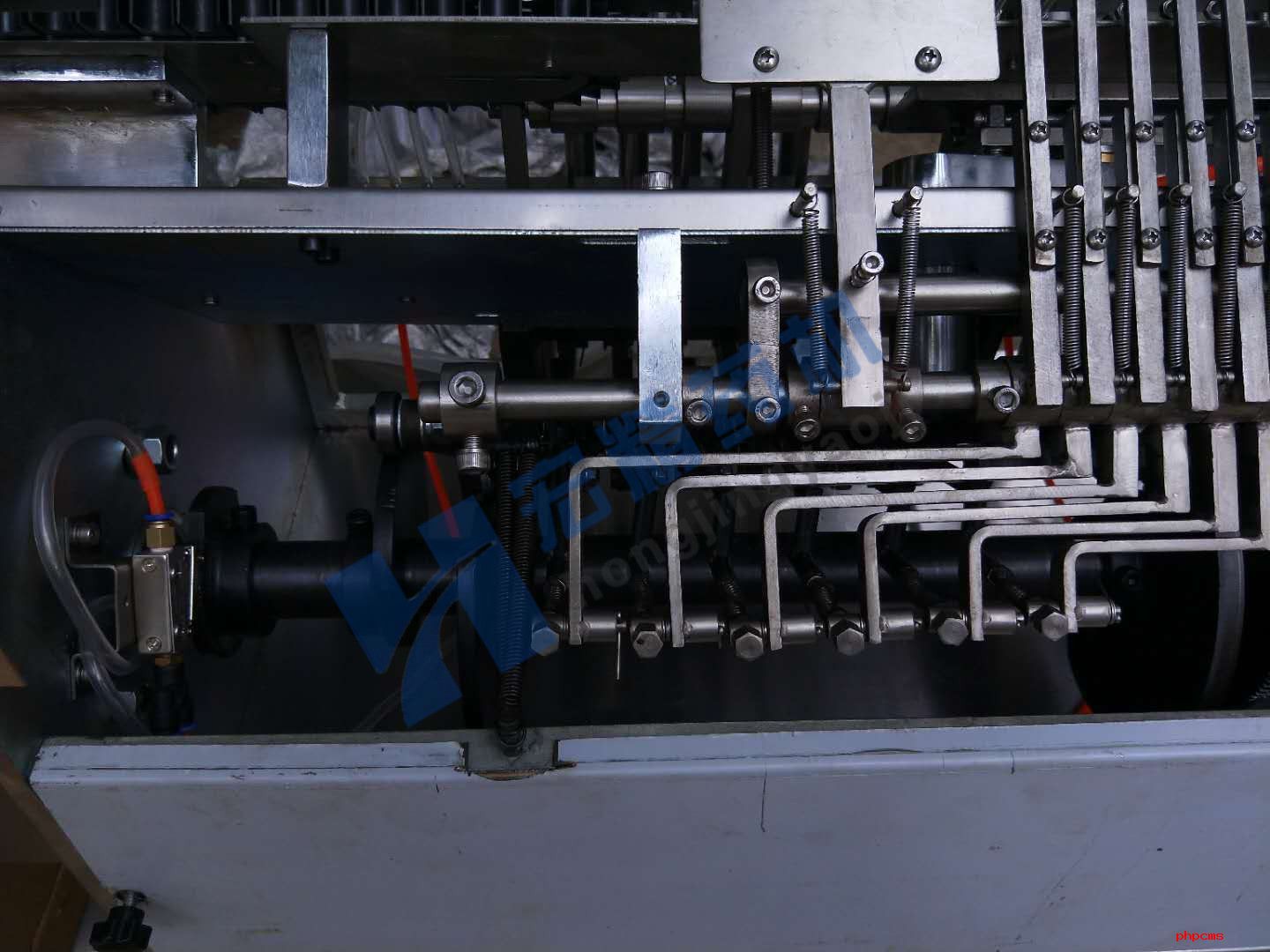
(3) 拉丝钳的调整(见图三)
安瓿口的好坏,除与火焰大小有关外,还与安瓿拉丝工位上的转动情况、拉丝钳位置、力大小有关。因此,拉丝钳上下位置、时间调节得当与否,对拉丝封口起相当大的作用,其调整方法如下:
① 保证安瓿旋转
调整压杆F使其上轴承压在安瓿上旋转自如,同时托轮G及固定板H使安瓿垂直底板,这样能保证旋转平衡。
② 拉丝钳位置调整
通过L对拉丝钳D进行粗调,使拉丝钳钳口到达安瓿拉丝部位,然后观看拉丝情况,再对微调螺母A进行微调,修正钳口位置,使拉丝达到技术要求。
③ 拉丝钳开、闭的调整
开钳凸轮转动,使钢丝强B上下运动,压板I上下摆动,从而使拉丝钳口D开闭,完成拉丝动作,调节螺栓C微调钳口开合大小。